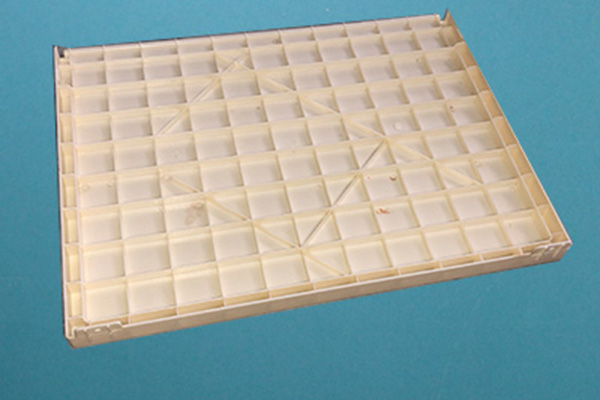


银纹:注塑件表面的很长的、针状银白色如霜一般的细纹,开口方向沿着料流方向,在塑件未完全充满的地方,流体前端较粗糙,称为银纹(银丝纹)。
塑料熔体在充模过程中受到气体的干扰,常常在制品表面出现银丝斑纹或微小气泡或制品厚壁内形成气泡,这些气体的来源主要是原料中含有水分或易挥发物质或润滑剂过量,也可能是料温过高塑料受热时间长发生降解而产生降解气。
1、原料
原料受污染或粉尘过多时原料容易受热分解
水口料(再生料)添加过多,水口料的再生次数过多或添加比例太高(一般应低于20%)
材料中的助剂分解形成银纹
材料中水分过多未能充分干燥,造成制件银纹
2、模具
由于模具设计上的缺陷(例如:浇口位置不佳、浇口太小、多浇口制件浇口排布不对称、流道细小、模具冷却系统不合理)使模具温度差异太大使熔料在模腔内流动不连续,堵塞了空气的通道导致制件出现银纹
模具转角位置过于尖锐,料流经过时剪切过大造成银纹
模具分型面缺少必要的排气孔道或排气孔道不足、位置不佳,又无嵌件、顶针之类的加工缝隙排气,造成型腔中的空气无法排除导致制件出现银纹
模具表面太粗糙,摩擦阻力大,造成模具局部温度过高,使通过的塑料分解。导致制件表面出现银纹
模具漏油,漏水,漏气造成制件表面出现银纹
3、设备
喷嘴孔太小、物料在喷嘴处流涎或拉丝、机筒或喷嘴有障碍物,高速料流经过时产生摩擦热使料分解
料筒、螺杆磨损或过胶头、过胶圈存在料流死角,长期受热而分解
加热系统失控,造成温度过高而使塑料分解
螺杆设计不当,容易带进空气
4、工艺
料温太高,造成分解
机筒温度过高或加热失调,应逐段减低机筒温度
加料段温度过高,使一部分塑料过早熔融充满螺槽,空气无法从加料口排出
注射速度太快,使熔融塑料受大剪切作用而分解,产生分解气
注射速度太慢,不能及时充满型腔而造成制品表面密度不足产生银纹
料量不足、加料缓冲垫过大、料温太低或模具温度太低都会影响熔料的流动和成型压力,产生气泡
螺杆预塑背压太低、转速太高,使螺杆退回太快,空气容易随料一起推向机筒前端
5、材料
注塑前先干燥原料
选用稳定性较高的原料
控制水口料的加入比例小于20%
避免杂质进入原料
6、模具设计
增大主流道、分流道和浇口尺寸
设计充足的排气位置
模具中避免出现尖锐拐角,同时应该使模具表面尽量光滑
定时检修模具,避免模具出现漏油,漏水等情况
7、成型工艺
选择适当的注塑机,
选用合适的螺杆,
增大注塑机背压,
调整相应的参数到范围,
改进排气系统
8、现场排查指导
排查材料有无明显过水受潮现象,可以通过目视观察外包装有无过水受潮现象,拆开材料包装用手感触材料有无潮湿现象。
排查加料环节,加料过程干净避免异料混入;主要检查料斗是否干净。
排查烘干设备,查看烘干设备加热温度是否正常(料筒底部有温度表),鼓风进出是否顺畅,可以用手感触出风口是否有明显出风感觉。
检查射嘴电热圈和料筒温度是否正常,可用料条在射嘴处划试,料条熔化则说明该处温度正常,料条无反应则温度不正常;料筒温度可查看温控面板,实际温度不能与设定值偏差超过20℃。
检查注塑工艺中影响银纹的关键条件,松退位置尽可能减小,背压可适当加大,调整射胶速度到合适范围。
排查模具有无漏油,漏气,漏水的情况。